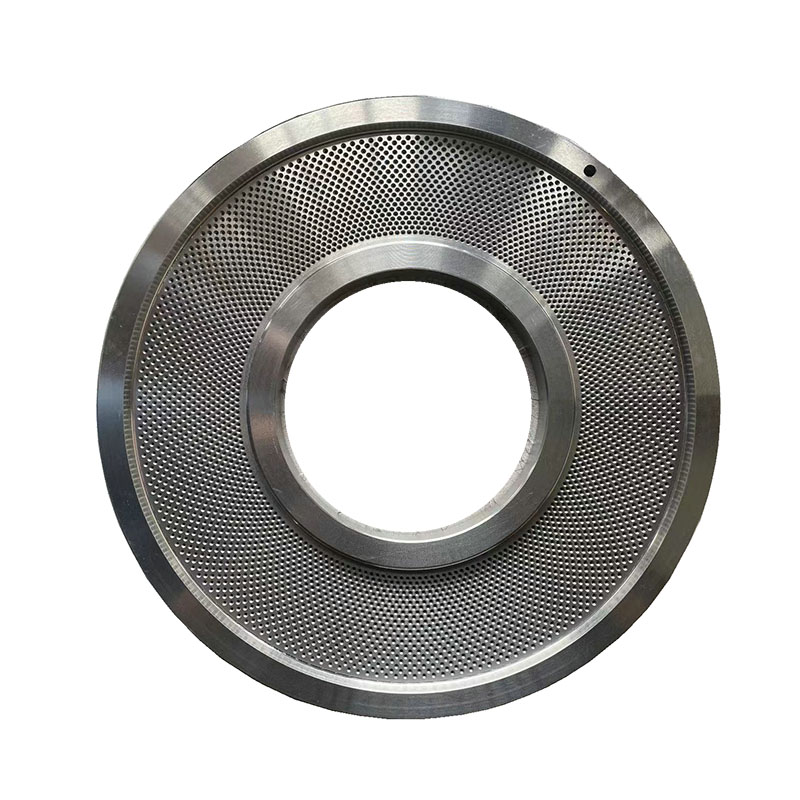
Khuôn vòng cho máy ép viên thức ăn cua


Đánh bóng khuôn vòng mới
Do sự bám dính của một số mảnh vụn sắt và oxit trên thành trong của lỗ khuôn, khuôn vòng mới cần được đánh bóng trước khi sử dụng để làm cho thành trong của lỗ khuôn nhẵn mịn, giảm ma sát và cải thiện hiệu suất tạo hạt.
Phương pháp đánh bóng:
(1) Sử dụng mũi khoan có đường kính nhỏ hơn lỗ khuôn để làm sạch các mảnh vụn làm tắc lỗ khuôn.
(2) Lắp khuôn vòng, lau một lớp mỡ lên bề mặt cấp liệu và điều chỉnh khoảng cách giữa con lăn và khuôn.
(3) Trộn 10% cát mịn, 10% bột đậu nành, 70% cám gạo, sau đó trộn với 10% mỡ có chất mài mòn, khởi động máy để đưa chất mài mòn vào, xử lý trong 20 ~ 40 phút, khi độ hoàn thiện lỗ khuôn tăng lên, các hạt dần dần bị bong ra.

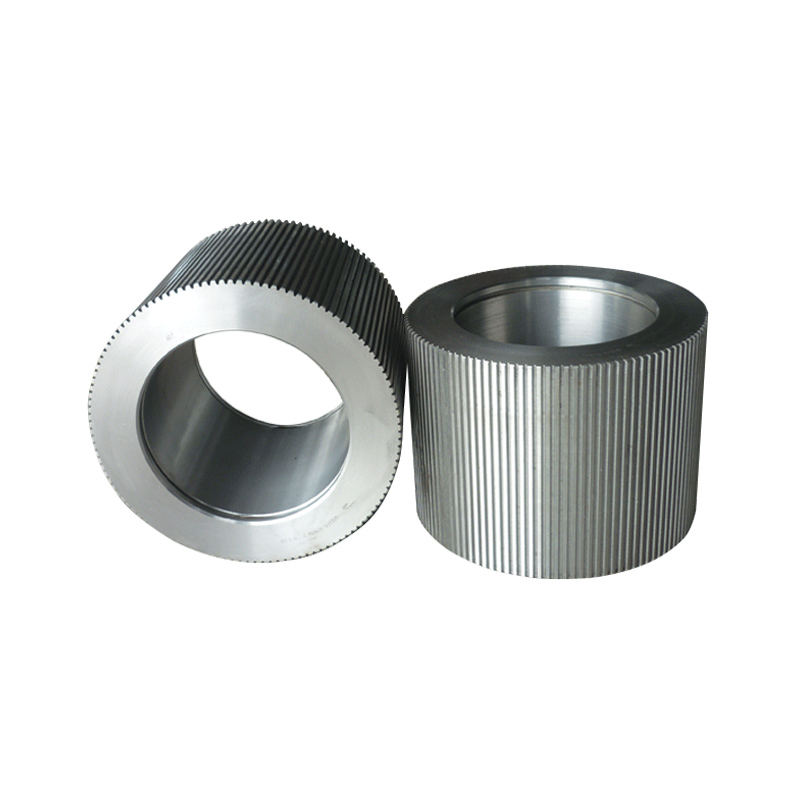
Điều chỉnh khe hở làm việc giữa khuôn vòng và con lăn ép.
Việc điều chỉnh chính xác khe hở làm việc giữa khuôn vòng và con lăn ép là chìa khóa để sử dụng khuôn vòng hiệu quả. Nói chung, khe hở giữa khuôn vòng và con lăn ép nên nằm trong khoảng từ 0,1 đến 0,3 mm. Thông thường, con lăn ép mới và khuôn vòng mới nên được ghép nối với khe hở lớn hơn một chút, còn con lăn cũ và khuôn vòng cũ nên được ghép nối với khe hở nhỏ hơn. Khuôn vòng có lỗ lớn nên được sử dụng với khe hở lớn hơn một chút, khuôn vòng có lỗ nhỏ nên được sử dụng với khe hở nhỏ hơn một chút. Vật liệu dễ tạo hạt thích hợp với khe hở lớn, vật liệu khó tạo hạt nên được sử dụng với khe hở nhỏ.

Các lưu ý khác
* Trong quá trình sử dụng khuôn vòng, cần tránh lẫn cát, sắt, bu lông, mạt sắt và các hạt cứng khác vào vật liệu để không làm tăng tốc độ mài mòn của khuôn vòng hoặc gây ra tác động quá lớn lên khuôn vòng. Nếu có sắt lọt vào lỗ khuôn, phải kịp thời rửa sạch hoặc khoan bỏ.
* Không được nghiêng vòng khuôn sau khi lắp đặt, nếu không sẽ gây mài mòn không đều; các bu lông siết chặt vòng khuôn phải đạt mô-men xoắn khóa cần thiết để tránh gãy bu lông và hư hỏng vòng khuôn.
* Sau khi sử dụng khuôn vòng trong một thời gian nhất định, cần kiểm tra thường xuyên xem lỗ khuôn có bị tắc nghẽn bởi vật liệu hay không và làm sạch kịp thời.