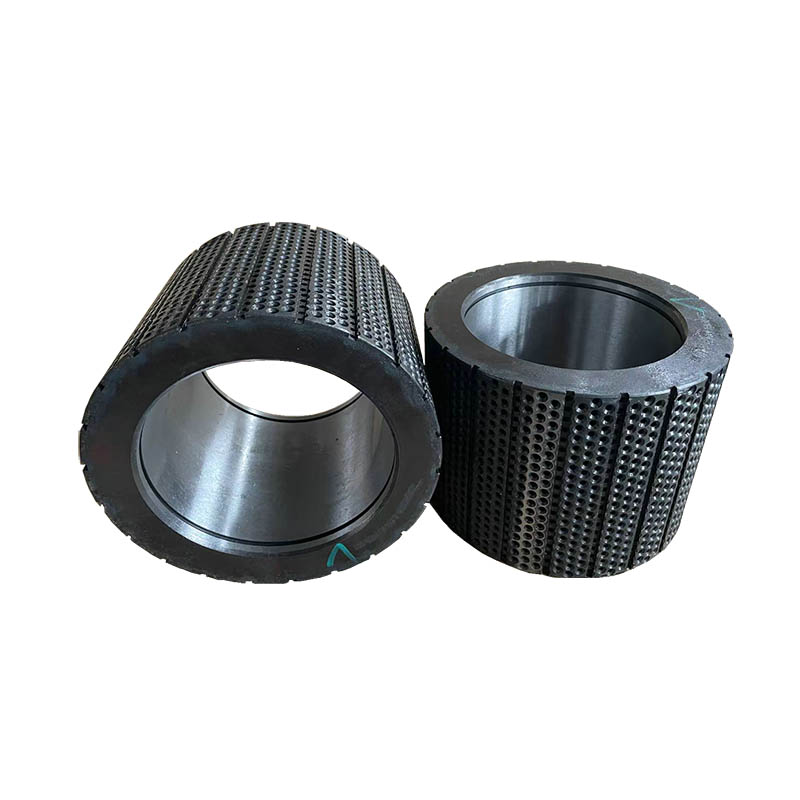
Vỏ con lăn răng tròn



Trong ngành sản xuất viên nén, máy ép viên dạng vòng hoặc dạng phẳng thường được sử dụng để ép các nguyên liệu dạng bột thành viên nén. Cả hai loại máy này đều dựa vào chuyển động tương đối của con lăn ép và khuôn để kẹp nguyên liệu vào vị trí làm việc hiệu quả và ép chúng thành hình dạng mong muốn. Con lăn ép này, thường được gọi là vỏ con lăn ép, là bộ phận làm việc quan trọng nhất của máy ép viên, cũng như khuôn vòng, và cũng là một trong những bộ phận dễ bị hao mòn.



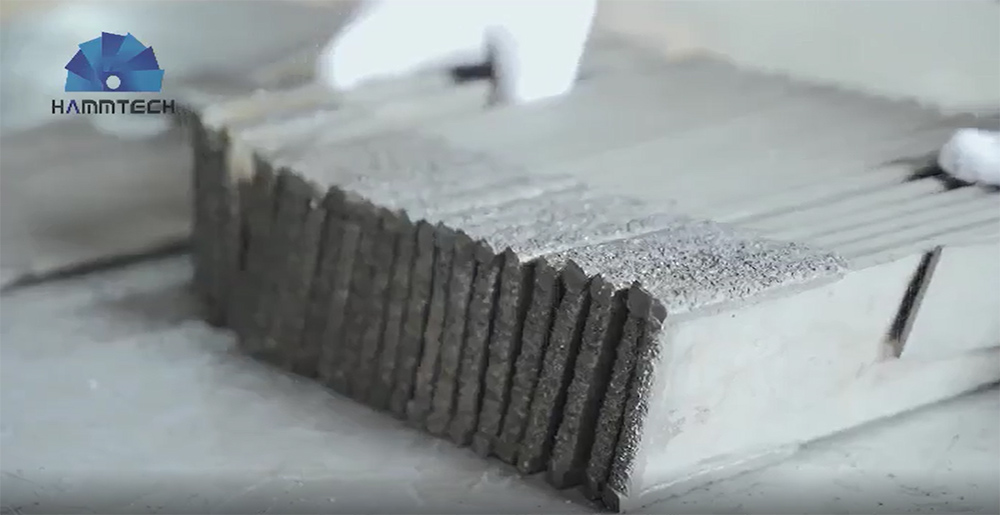
Con lăn ép của máy nghiền được sử dụng để ép vật liệu vào khuôn vòng. Do con lăn chịu ma sát và áp lực ép trong thời gian dài, chu vi ngoài của con lăn được gia công thành các rãnh, giúp tăng khả năng chống mài mòn và giúp dễ dàng kẹp vật liệu rời.
Điều kiện làm việc của các con lăn ép còn khắc nghiệt hơn so với khuôn vòng. Bên cạnh sự mài mòn thông thường của nguyên liệu trên các con lăn, silicat, SiO2 trong cát, mạt sắt và các hạt cứng khác trong nguyên liệu còn làm tăng cường sự mài mòn trên các con lăn. Vì vận tốc tuyến tính của con lăn ép và khuôn vòng về cơ bản là bằng nhau, đường kính của con lăn ép chỉ bằng 0,4 lần đường kính trong của khuôn vòng, nên tốc độ mài mòn của con lăn ép cao hơn 2,5 lần so với khuôn vòng. Ví dụ, tuổi thọ thiết kế lý thuyết của một con lăn ép là 800 giờ, nhưng thời gian sử dụng thực tế không quá 600 giờ. Ở một số nhà máy, do sử dụng không đúng cách, thời gian sử dụng dưới 500 giờ, và các con lăn bị hỏng không thể sửa chữa được do mài mòn bề mặt nghiêm trọng.
Sự mài mòn quá mức của các con lăn không chỉ làm giảm tỷ lệ tạo viên nhiên liệu và tăng chi phí sản xuất, mà còn ảnh hưởng trực tiếp đến năng suất. Do đó, làm thế nào để kéo dài tuổi thọ của các con lăn máy ép viên một cách hiệu quả là mối quan tâm lớn đối với ngành công nghiệp.